Explore our flagship selection of engineered sublimation teamwear designed for extreme durability, peak performance, and customized brand representation.





Achieve Sportswear is an amalgamated corporation integrated with a complete cycle of high-end design, digital sublimation production, strict quality assurance, and worldwide sales. Operating a state-of-the-art manufacturing facility with more than 150 highly skilled workers, we are engineered to meet the extreme performance demands of global sportswear procurement.
Our monthly production capacity exceeds 50,000 finished pieces. As an experienced and professional partner with over 15 years of manufacturing pedigree, we deliver premium performance custom hockey jerseys, lacrosse jerseys, training jackets, and casual polo shirts to professional organizations worldwide.
The global ice hockey market is experiencing a significant shift toward specialized, high-durability apparel. Historically dominated by rigid, heavy fabrics that limited player mobility and moisture evaporation, modern ice hockey teamwear requires an advanced combination of material science, precise tailoring, and high-fidelity graphic application. Professional teams, collegiate programs, and high-volume wholesale leagues demand uniform kits that can withstand high impact, frequent abrasion, and constant cycles of commercial laundering without sacrificing performance attributes.
The ice hockey gear and apparel market is driven by increasing participation rates across North America, Northern Europe, and growing pockets of interest in the Asia-Pacific region. According to industrial reports, the transition from traditional screen printing to full-coverage digital sublimation has revolutionized the economics of sportswear procurement. Sublimation enables logos, numbers, and custom graphics to be embedded directly into the fabric fibers, ensuring that designs never crack, peel, or fade. However, the complexity of this process requires a highly synchronized supply chain, advanced machinery, and rigorous QA standards that only specialized manufacturers can provide.
Shenzhen Achieve Sportswear stands at the nexus of China’s advanced textile manufacturing hub. By utilizing centralized industrial synergies, our Shenzhen facility integrates yarn sourcing, custom knitting, digital design processing, laser precision cutting, and high-capacity sewing under a single operational roof. This vertical integration drastically reduces lead times. While Western apparel companies struggle with weeks of logistics and intermediate markup costs, Achieve Sportswear controls every variable. We pass these cost and efficiency savings directly to bulk buyers and professional distributors globally.
Enterprise and corporate-level sourcing agents require more than just products; they require risk mitigation. When purchasing teamwear for a league of 500+ teams, delivery guarantees, sizing consistency, and dye lot matching are critical. In modern procurement, suppliers must offer flexible Ordering Systems (handling complex variable data like player names and numbers efficiently) and robust Product Implementation plans to handle custom alterations. Achieve Sportswear acts as a strategic manufacturing partner, offering technical consultation from initial vector artwork design to final bulk delivery.
Providing seamless, end-to-end manufacturing solutions engineered to scale with your team's or brand's evolving needs.
From small grassroots teams to large sports clubs, corporate fitness programs to individual athletes, we cater to every need with flexible ordering options, competitive minimum quantities, and a seamless digital design process.
Our team of experts collaborates closely with clients to turn ideas into reality, offering professional guidance on fabric selection, design optimization, and sizing to ensure the final product exceeds expectations.
We prioritize speed without sacrificing quality, delivering timely production and reliable global shipping to meet tight deadlines, whether for upcoming tournaments, events, or official brand launches.
Our factory is equipped with industry-leading machinery to ensure structural integrity and flawless aesthetic execution.

Button Up Machine

Laser Cutting Machine
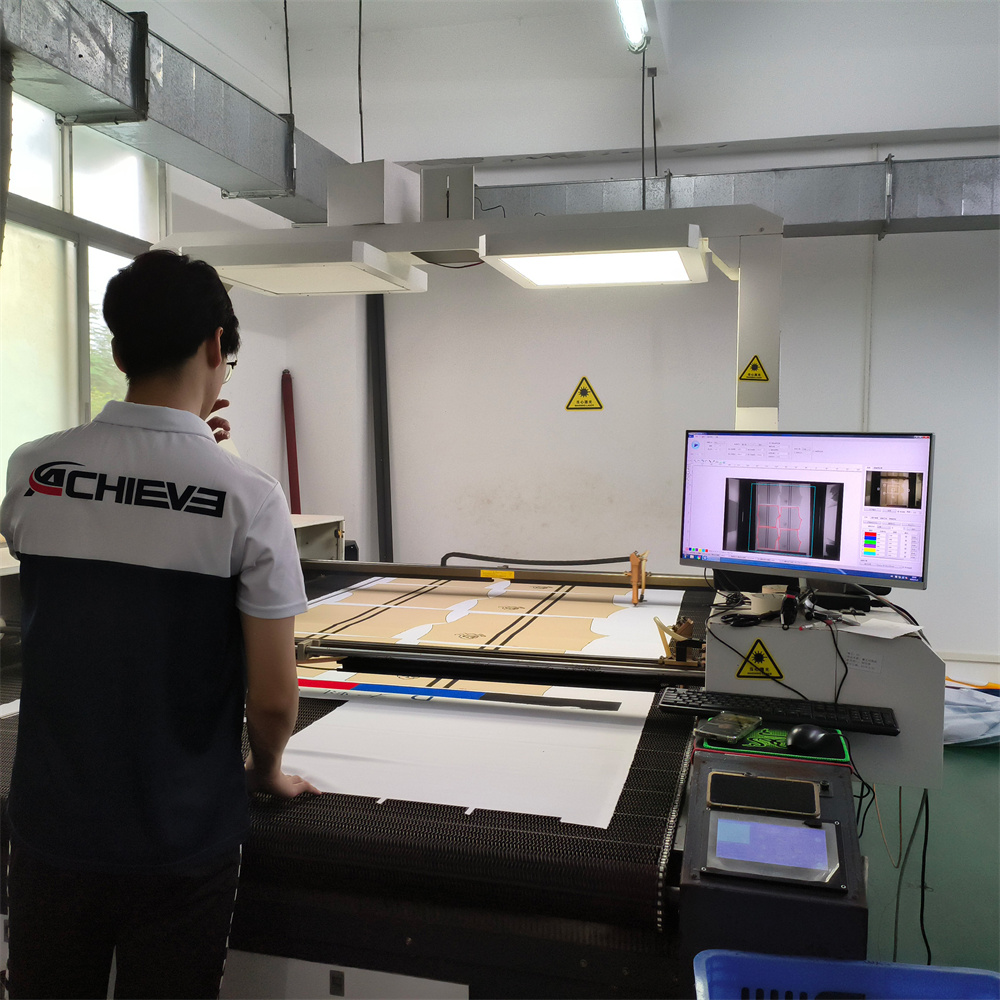
Laser Cutting (2)

Laser Cutting (3)

Precision Ironing

Overlock Machine

Digital Printing Machine

Printing Press (2)

Printing Press (3)

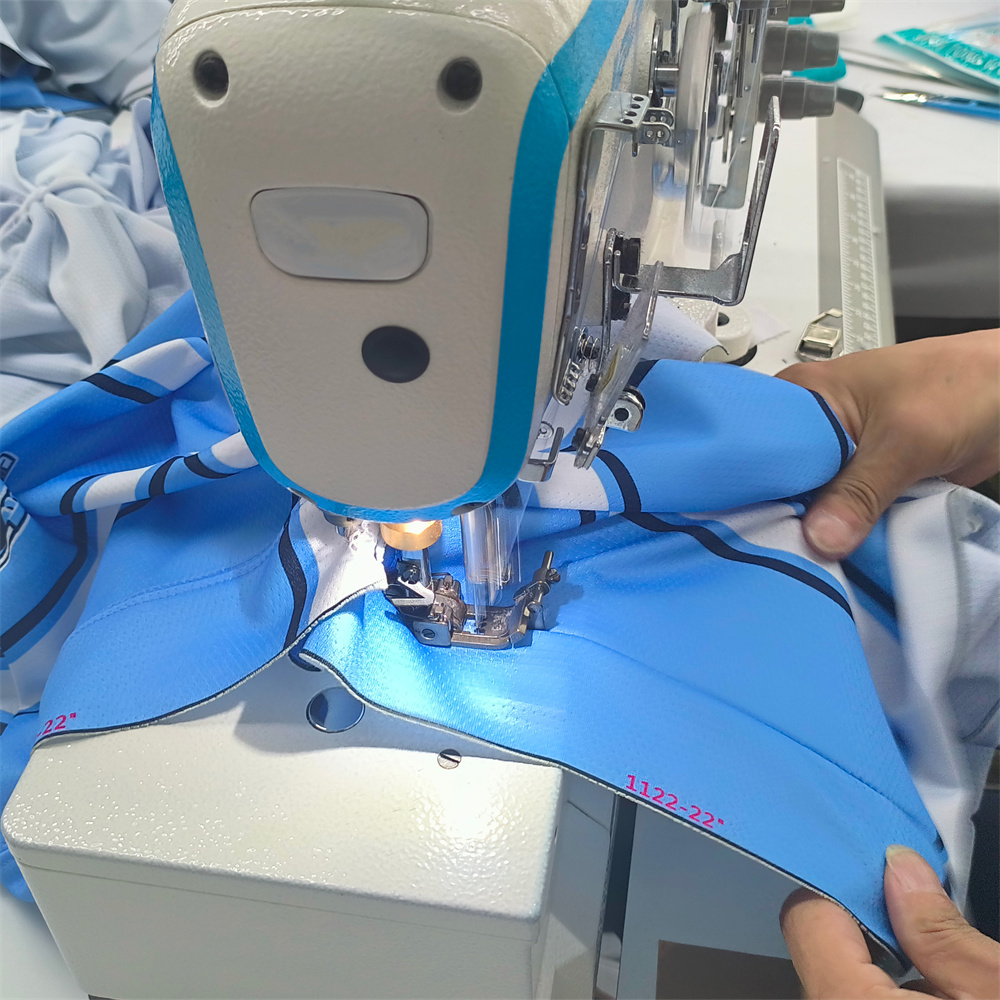
Edge Stitching Machine

Industrial Sewing (2)

Industrial Sewing

Sublimation Print Machine

Velcro Attachment
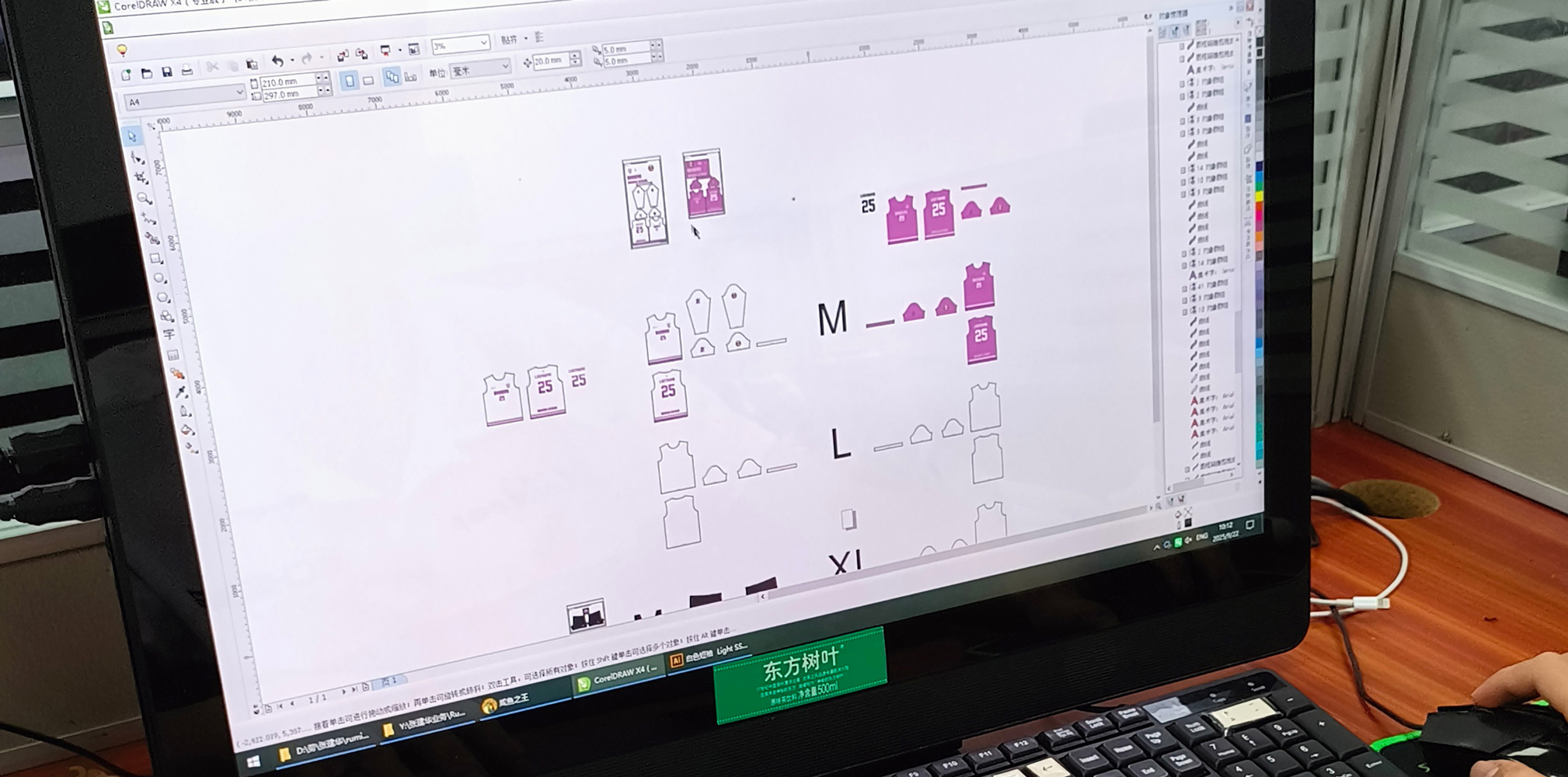
Every jersey is passed through a meticulous quality control framework from digital blueprinting to dispatch.







Get a transparent look inside our manufacturing processes, facilities, and quality assurance workflows.
Our commitment to quality, environmental safety, and ethical manufacturing is validated by international regulatory bodies.







Ice hockey is a game of millimeters. Sizing systems must account not only for the height and weight of the athlete but also for the underlying equipment profile. Unlike regular sportswear, a hockey jersey is cut with extra volume in the sleeves (elbow pad allowance) and back (shoulder pad contour). Our factory employs 3D sizing templates that are standardized against North American and European sizing models. This ensures that when your order is delivered, it fits over the safety equipment without pulling or creating excessive drag on the ice.
All fabrics used at Achieve Sportswear are selected for structural resilience and thermo-regulation. Standard jerseys use basic polyester, but our premium lines utilize high-performance double-knit polyester mesh (commonly known as "Air-Knit"). This specialized knit features micro-perforations that allow heat to escape during high-exertion play, while retaining the tension strength required to survive jersey-pulls and board contact.
Dye migration occurs when the color in the polyester fibers bleeds into white or light-colored logos or numbers over time. This is a common failure in lower-quality apparel manufacturing. To combat dye migration, Achieve Sportswear utilizes specialized low-temperature sublimation papers and precise heating control to fully cross-link the polymer chains. This locking mechanism prevents any color bleeding, keeping white elements crisp and vibrant for the lifetime of the garment.
With global organizations pushing toward Net-Zero carbon emissions, the sportswear supply chain is adapting. Our factory offers Recycled Polyester options made from post-consumer PET bottles. These yarns have the exact same performance characteristics as virgin polyester but have a carbon footprint that is up to 50% lower. Furthermore, we use waterless digital printing technology, ensuring no toxic chemical runoff enters local waterways during the dye process.
Detailed technical and commercial answers to streamline your B2B sourcing decisions.
We support highly flexible minimum quantities to accommodate both developmental leagues and large national distribution programs. While typical factory MOQs are high, our digital workflow allows us to efficiently print custom, lower-volume production batches without significant setup surcharges.
We work with the Pantone Solid Coated Matching System. Every layout is digitally tested and color-calibrated on our high-performance Epson and Mimaki printheads before bulk manufacturing begins, ensuring consistent team colors across all product categories.
We offer fabric weights ranging from 140 GSM for light training vests to 220-280 GSM for game-weight ice hockey jerseys. We can also integrate anti-bacterial, anti-odor, and high-performance moisture-wicking treatments upon request.
Standard production timelines range from 2 to 3 weeks after final digital design approval. Shipping via air freight (DHL, FedEx, UPS) generally takes an additional 4 to 7 business days depending on destination.
Yes. Our digital sublimation pipeline is designed to process variable data files seamlessly. You can provide an Excel sheet containing names, numbers, and sizes, and our graphic team will integrate them directly into your custom design layouts.
Our reversible jerseys utilize a single-ply, double-face engineered knit fabric that allows two distinct colorways on one garment without doubling the thickness or weight, keeping players cool while saving costs on home/away jersey kits.
Our facility holds certifications in international quality management systems. All inks used are certified eco-friendly, ensuring they are free from harmful chemicals and safe for close contact with skin.
Browse our extensive selection of specialized sportswear including lacrosse wear, reversible kits, and off-ice training apparel.






Get professional consultation and specialized custom quotes tailored for your team or wholesale sportswear brand.
Click for inquiry




