Engineered with micro-mesh performance fabrics to withstand extreme sub-Saharan environments while preserving elite durability.
A macroeconomic look into Sub-Saharan sports apparel consumption, customized fabrication pathways, and global strategic supply chain sourcing.
The demand configuration for sports apparel within the Republic of Mali, particularly across commercial and metropolitan centers like Bamako, Sikasso, and Kayes, is undergoing an unprecedented structural transition. Traditionally dominated by standard association football kits, the local textile ecosystem is actively diversifying into multi-sport technical custom apparel, including high-grade baseball jerseys, customizable performance apparel, and modern athleisure frameworks. This paradigm shift is heavily catalyzed by urban youth population expansions, cross-border corporate branding investments, and a surging grassroots sports institutional infrastructure.
However, the localized manufacturing sector within Mali faces persistent supply-side constraints, including volatile access to specialized polyester-spandex raw synthetic polymers, deficit-prone localized power infrastructures for high-heat sublimation calenders, and technology gaps in advanced laser precision cutting equipment. Consequently, corporate procurement agents, regional athletic federations, and entrepreneurial retail brands are establishing robust cross-border procurement alliances with high-capacity Chinese manufacturing entities capable of delivering structural product reliability at highly integrated cost margins.
Partnering with premium Chinese production hubs provides Malian corporate buyers with critical structural competitive advantages that cannot be replicated by regional micro-scale workshops:
Uncapped Structural Customization via Sublimation: Conventional screen-printing techniques display high degradation coefficients, specifically peeling, cracking, and severe color shifts when exposed to the high UV index native to West Africa. Advanced digital sublimation technologies fuse eco-friendly, high-grade Italian-formulated inks directly into the microscopic matrices of the polyester fibers at molecular levels under high-temperature/high-pressure settings. The resulting graphics maintain absolute structural flexibility, zero hand-feel texture, and persistent colorfastness scores exceeding ISO 105-B02 Grade 4 specifications.
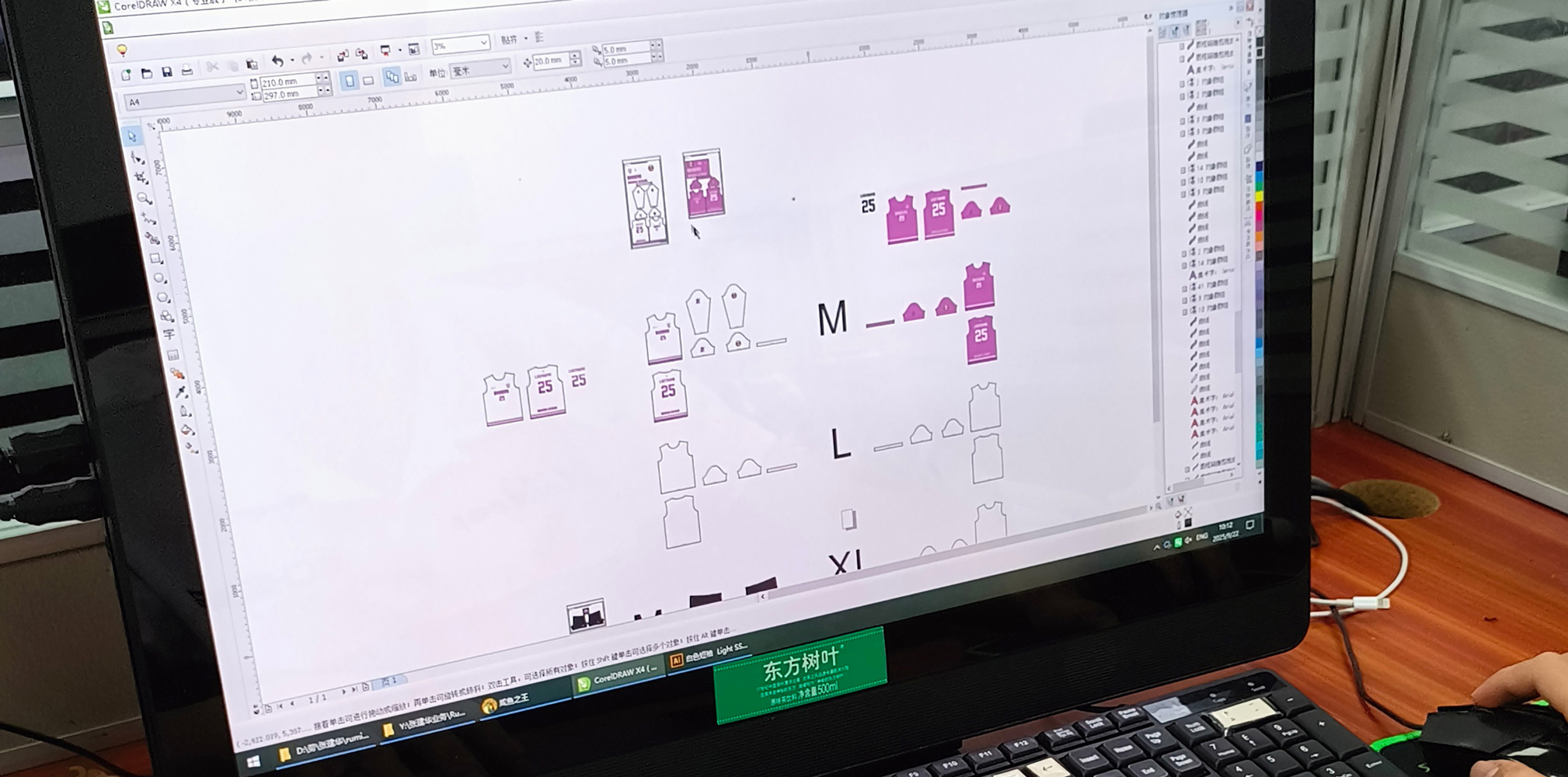
Macro-Scale Supply Integration and Logistics Orchestration: From customized internal pattern grading to structural multi-needle flatlock reinforcing stiches, Chinese infrastructure leverages digital CAD/CAM nesting software to eliminate raw material waste down to less than 1.5%. For the Malian context, where transport pipelines must transit efficiently via major maritime lanes into gateways like Dakar (Senegal) or Abidjan (Côte d'Ivoire) before moving inland via overland intermodal transport corridors to Bamako, maximizing product density while keeping unit weights lean is vital. High-density vacuum packaging protocols optimize freight volumetric metrics, mitigating total landed logistics overheads for regional distributors.
Modern performance athletic uniforms are no longer simple woven textile patterns; they represent precision-engineered material science solutions. To maximize aerodynamic efficiencies and provide uninhibited range-of-motion metrics across all operational sports profiles, baseball jerseys designed for professional and institutional distribution utilize strategic mechanical configurations. These include open-hole targeted mesh back panels paired with solid, tear-resistant warp-knit mechanical stretch body fabrics to balance weight-to-durability considerations perfectly.
Furthermore, global procurement managers are shifting from transactional transactional purchasing models toward deep, service-level integration setups. These necessitate real-time digital access to quality control oversight records, component batch chemical compliance documentation, and clear, structured manufacturing step milestones. This level of comprehensive quality assurance eliminates operational risks before the product ever leaves the manufacturing facility floors, protecting high-capital investments destined for long-distance international trade channels.
Deeply integrated production mechanisms delivering consistent, audited sportswear manufacturing excellence on a global scale.

Achieve Sportswear stands as a highly unified, fully modernized industrial corporation combining state-of-the-art technical design research, precision manufacturing pipelines, and global multi-channel export distribution systems. Operating with a dedicated, highly trained industrial workforce exceeding 150 specialized operators, our production facility delivers a dependable, scalable monthly capacity exceeding 50,000 finished custom garments. Backed by over 15 years of industry-certified operational experience, we provide end-to-end bespoke product solutions for premier athletic brands, corporate buyers, and institutional sports federations worldwide.
Comprehensive Structural Product Coverage: Our technical manufacturing capability spans advanced uniform systems for Ice Hockey, Lacrosse, Rugby, American Football, Baseball, Cricket, Basketball, Soccer, Netball, and high-performance Yoga and Cycling apparel. Additionally, we engineer premium casual leisure wear lines including tech-fleece sweatshirts and sweatpants, industrial tracksuits, performance T-shirts, elite custom Polo shirts, dynamic ergonomic shorts, athletic hoodies, specialized marine fishing jerseys, and UV-stabilized compression leggings.
Eliminating cross-border friction via agile product development and strict global delivery guarantees.
From fast-growing regional sport initiatives to large-scale West African athletic clubs, corporate fitness sponsorships, and international retail brands, we accommodate diverse demand volumes. We provide highly competitive minimum order quantities (MOQs) alongside a fully digitized, friction-free pre-production prototyping process.
Our internal design engineering teams work closely with global procurement clients to translate creative concepts into market-ready assets. We provide professional consultation on advanced fabric selections, vector artwork optimizations, exact sizing conversion metrics, and regional target compliance parameters.
We prioritize execution speed without permitting any compromise across structural product quality standards. By maintaining reliable manufacturing schedules and strong relationships with major air and sea freight forwarding corridors, we ensure timely delivery to meet critical game schedules or brand launch timelines.
A look into our specialized manufacturing infrastructure, showcasing the precision hardware powering our daily output.

Precision Button Up Assembly Unit

Computerized Laser Cutting System
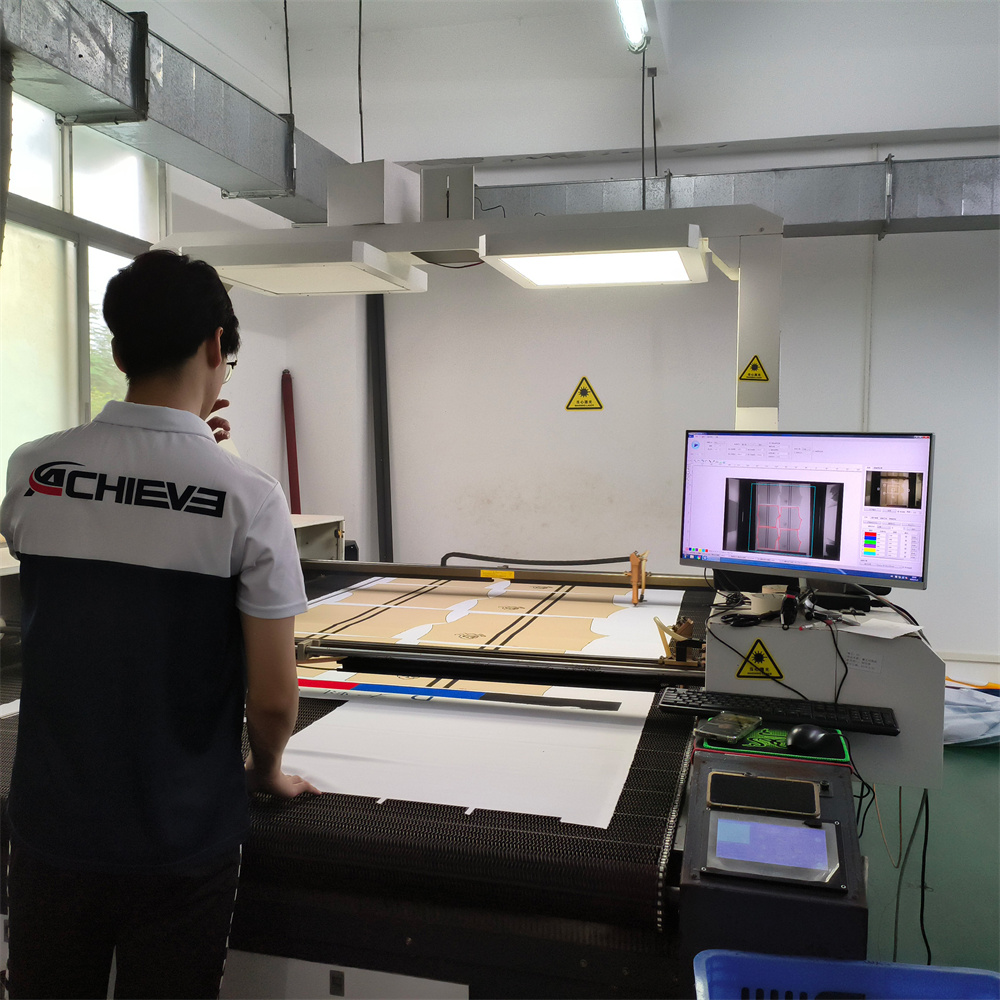
Automated Laser Textile Processing

High-Throughput Laser Die Cutting

Thermostatic Finish Ironing Station

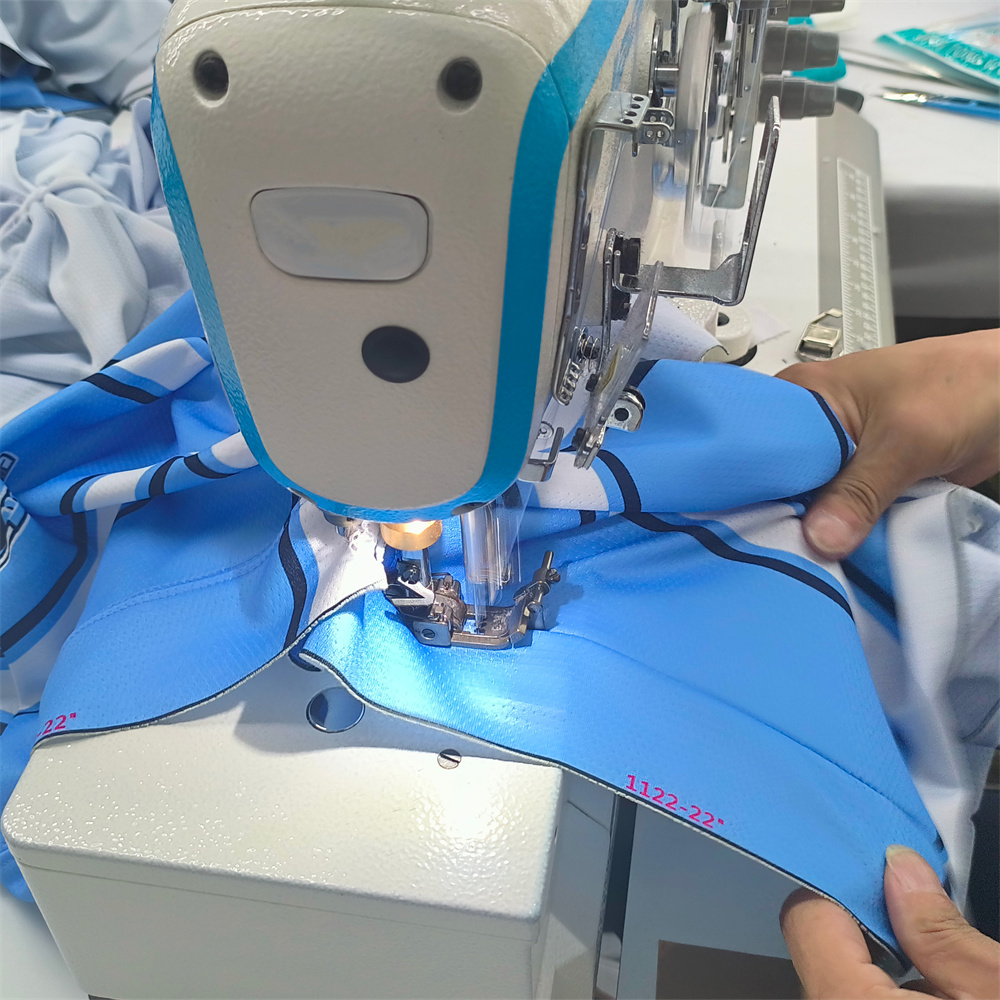
High-Speed Multi-Thread Overlock Machine

High-Resolution Digital Printing Plotter

Industrial Print Engine Matrix

High-Density Micro-Ink Processing

Reinforced Seam Edge Stitching

Heavy-Duty Structural Lockstitch Unit

Programmable Industrial Sewing Array

Rotary Calender Sublimation Press

Automated Velcro Structural Attachment
Our systematic manufacturing sequence ensures every batch matches rigorous international performance tolerances.







Absolute manufacturing transparency. Observe our advanced industrial automated systems executing complex custom workflows.
Our operational pipelines conform to strict global compliance frameworks, supplying major consumer markets with verified product continuity.
To deliver maximum security and comprehensive support to our global partners, we operate a dedicated tech-driven aftermarket support infrastructure. As a direct outcome of enforcing rigid quality baselines and providing responsive client services, Shenzhen Achieve Sportswear has successfully established a high-tier global business footprint.
Our regular trade lines reliably supply institutional buyers, large-scale apparel importers, and sports retail chains throughout the United States, Canada, Australia, the United Kingdom, and emerging multi-sport distributor networks across West Africa.







Expert architectural answers covering material compositions, trade mechanisms, and customized bulk execution parameters.
A: We intentionally utilize custom-milled 100% hydrophobic polyester micro-mesh fabrics (ranging from 160GSM to 220GSM) integrated with deep cross-sectional moisture management channels. These structural capillary paths draw liquid perspiration outward rapidly across a broader surface matrix to expedite evaporation under extreme Sub-Saharan heat profiles, preventing the textile from becoming heavy or holding moisture.
A: Our standard production matrix features highly adaptive MOQ thresholds. While our main industrial infrastructure is optimized for large commercial runs, we support scaling operations, grassroots sports federations, and regional West African distributors by accommodating specialized custom print runs with competitive starting quantities. Please contact our trade specialists for a precise breakdown based on your design profiles.
A: Absolutely not. We exclusive source certified eco-friendly, non-toxic sublimation inks that carry international OEKO-TEX Standard 100 clearance. The intense thermal bonding calender sequence permanently welds the color pigments directly inside the core molecular matrix of the synthetic yarns. This guarantees zero dye bleeding, exceptional skin safety profiles under severe friction, and unmatched UV protection ratings.
A: For typical high-volume commercial contracts, goods are routed via reliable ocean carriers to major West African transit ports—primarily the Port of Dakar or Port of Abidjan—and then transported safely via secure intermodal rail or road freight systems directly into Mali customs terminals in Bamako. For time-sensitive contracts, we leverage high-priority international air express corridors (DHL/FedEx/UPS) straight to Modibo Keita International Airport.
A: Yes, our factory floors are equipped with computerized multi-head embroidery machines capable of executing intricate tackle twill, direct dense satin stitch embroidery, and mixed-media production. This allows clients to combine vibrant, lightweight sublimated backgrounds with classic, premium-weight dimensional branding elements across the chest and numbering fields.
Every link and resource has been fully preserved. Explore our expanded catalog options configured for wholesale buyers.
Collaborate directly with Shenzhen Achieve Sportswear Co., Ltd. to secure premium fabric specs, protected bulk production allocations, and precise custom manufacturing oversight.
Send Inquiry Now